.png)

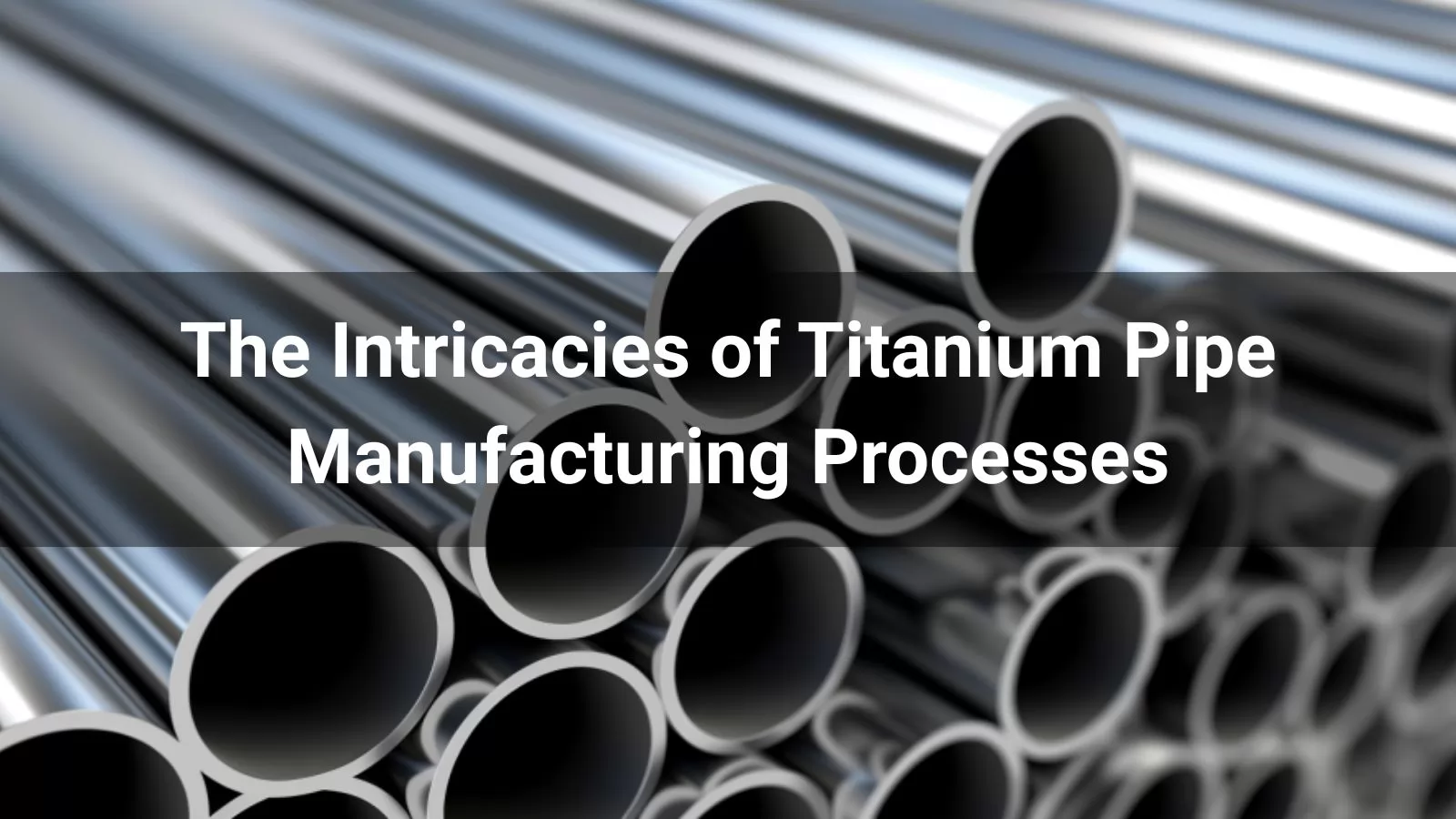
Titanium pipes are renowned for their exceptional strength-to-weight ratio, corrosion resistance, and biocompatibility, making them indispensable in industries such as aerospace, marine engineering, oil and gas, and medical devices. However, the journey from raw titanium ore to a finished pipe is fraught with complexities due to titanium’s unique properties—like its high reactivity at elevated temperatures and low thermal conductivity—which demand precise control and advanced techniques throughout the manufacturing process. This article delves into the step-by-step intricacies of titanium pipe production, highlighting the challenges and innovations that ensure high-quality outcomes.
The manufacturing process begins with the sourcing and refinement of raw materials. Titanium is primarily extracted from minerals like rutile and ilmenite through the Kroll process, where titanium tetrachloride is reduced with magnesium to produce sponge titanium. This sponge is then melted and alloyed with elements such as aluminum or vanadium to create titanium alloys tailored for specific applications. The selection of raw materials is critical, as impurities can compromise the pipe’s mechanical properties and corrosion resistance.
Intricacies arise due to the need for high-purity titanium; even minor contaminants can lead to defects in later stages. The raw material is compressed into billets or bars, which undergo preprocessing like preheating and forging to achieve uniform structure and dimensions. Challenges include maintaining material consistency, as titanium’s low elastic modulus—about half that of steel—makes it prone to deformation during handling.
Once prepared, the titanium billets are melted in a vacuum arc remelting (VAR) furnace or electron beam melting (EBM) to form ingots. This step eliminates gases and impurities, ensuring a homogeneous alloy. The ingot is then forged at high temperatures to refine its grain structure, enhancing strength and ductility.
The intricacy lies in controlling the melting environment; titanium reacts vigorously with oxygen and nitrogen, necessitating vacuum or inert gas atmospheres to prevent contamination. Multiple remelting cycles may be required for ultra-pure applications, adding to production time and cost.
The core of titanium pipe manufacturing involves shaping the ingot into tubular form, primarily through seamless or welded methods. Seamless pipes, preferred for high-pressure applications, are created via hot extrusion or cold rolling.
The billet is heated to 800–1000°C for malleability and forced through a die using a hydraulic press, forming a seamless tube with uniform wall thickness. This method is ideal for large-diameter pipes or complex cross-sections, but challenges include managing thermal gradients to avoid cracking and refining grain structure for improved mechanical properties.
Performed at room temperature, this involves passing titanium strips through calibrated rollers to reduce thickness and form tubes. It achieves precise dimensions and superior surface finish through work hardening, but titanium’s springback effect—due to its low modulus—requires multiple passes and annealing cycles to prevent distortion.
For welded pipes, titanium sheets are rolled into cylinders and welded using techniques like TIG (Tungsten Inert Gas) welding, followed by annealing to relieve stresses. Hybrid approaches often combine hot extrusion for initial shaping with cold rolling for refinement, meeting stringent standards in aerospace. Piercing is a key sub-step for seamless tubes, where a machine creates an internal bore in the billet, demanding exact control to ensure uniformity. Overall, forming is challenging because titanium work-hardens quickly, leading to tool wear and the need for specialized lubricants.
Post-forming, pipes undergo heat treatment processes like annealing or solution treatment to eliminate residual stresses, refine microstructure, and boost corrosion resistance. This involves heating to specific temperatures (e.g., 700–900°C) in a controlled atmosphere and cooling at precise rates.
Intricacies include avoiding phase transformations that could weaken the material, such as alpha-to-beta transitions in alloys. Multiple cycles may be needed, increasing energy consumption and requiring vacuum furnaces to prevent oxidation.
After heat treatment, pipes are machined using CNC tools for precise dimensions: turning for outer diameters, boring for inner ones, milling for features, and grinding for smoothness. Tolerances can be as tight as ±0.0001 inches, but titanium’s poor thermal conductivity causes heat buildup, accelerating tool wear and necessitating cooling strategies.
Surface treatments like acid pickling, polishing, or sandblasting follow to enhance aesthetics and performance. Quality control is rigorous, employing non-destructive testing (NDT) methods:
These ensure compliance with standards like ASTM B861, detecting defects as small as 0.2 mm. Challenges in inspection stem from titanium’s density, which can obscure subtle flaws.
The intricacies of titanium pipe production are amplified by material-specific hurdles: its affinity for oxygen requires inert environments, while its machinability index (about 20–30% of steel) demands advanced tools and slower speeds. Environmental concerns, such as energy-intensive melting, are being addressed through innovations like additive manufacturing for prototypes and recycled titanium alloys.
The manufacturing of titanium pipes is a testament to engineering precision, blending metallurgy, mechanics, and quality assurance to overcome inherent material challenges. From ore extraction to final inspection, each step requires meticulous control to produce pipes that withstand extreme conditions. As industries evolve, ongoing innovations will continue to refine these processes, ensuring titanium remains a cornerstone of advanced materials technology.















Fugo Tech is focused on the manufacturing of clad metal plate and distributes the Stainless Steel, Titanium, Nickel Alloy, Zirconium and other non-ferrous metal pipes, fittings, and flanges.